
Flame Cap 'Algorithm' Panel Kiln
This design compared to other kilns on the medium scale can reduce kiln cost, save feedstock processing time, can be easily manufactured, is feedstock agnostic, wins on logistics, is more easily
assembled and can be adapted to feedstock/Biochar requirements with modular expandable volume.
It's basic panel design and predicted reliable performance could be suitable for generating Carbon Dioxide Removal (CDR) credits from an integrated CRM platform. Read on...
TECH SPECS
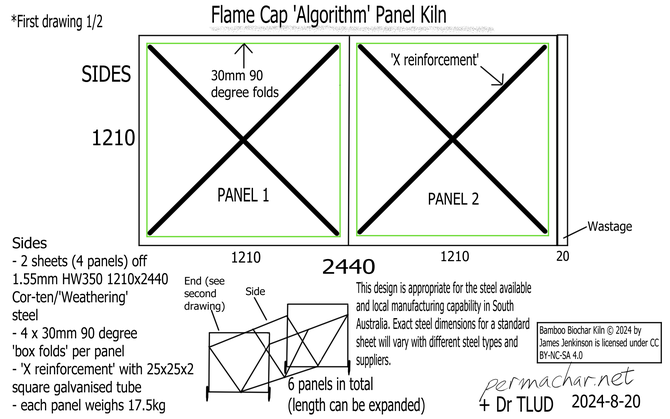
- South Australian available steel:
- 1.55mm (or 2mm) HW350 Corten 'Weathering steel', 1210 x 2440 standard sheets
- Durable structural steel, weathering for outdoors (can be left assembled), no steel rot
- Standard 'V panel' sides 1150x1150 with 4 x 30mm 90 degree folds
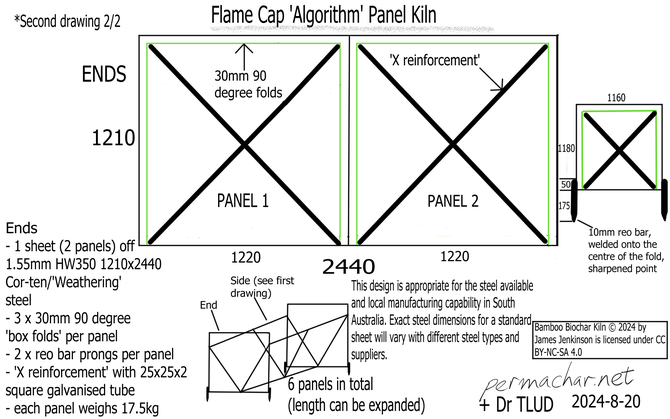
- Standard 'End panels', 1160x1180, with 3 x 30mm 90 degree folds, dual prongs for anchoring into soft ground/earth, measuring strip on one end panel to aid volume measurements
-measuring strip: welded onto one end panel (inner side, with folds on outer side), could use some 100mm length pieces of 10mm Reo bar, horizontal, spaced 50mm apart vertically, central. Could
spray paint them silver with high temperature paint (600deg or ?higher) before welding
- both 'End panels' and 'V panels' will use 25x25x2 square tube 'X reinforcement' using a laser stitch weld (or MIG/TIG) on same side as folds
- 'U leg system' per 'V panel' for stable load bearing
- Could have a U shaped 'bolt on' handle central and on top of the top fold for moving a panel around. 'Bolt on' handle can be removed for pallet logistics and is stronger than welds
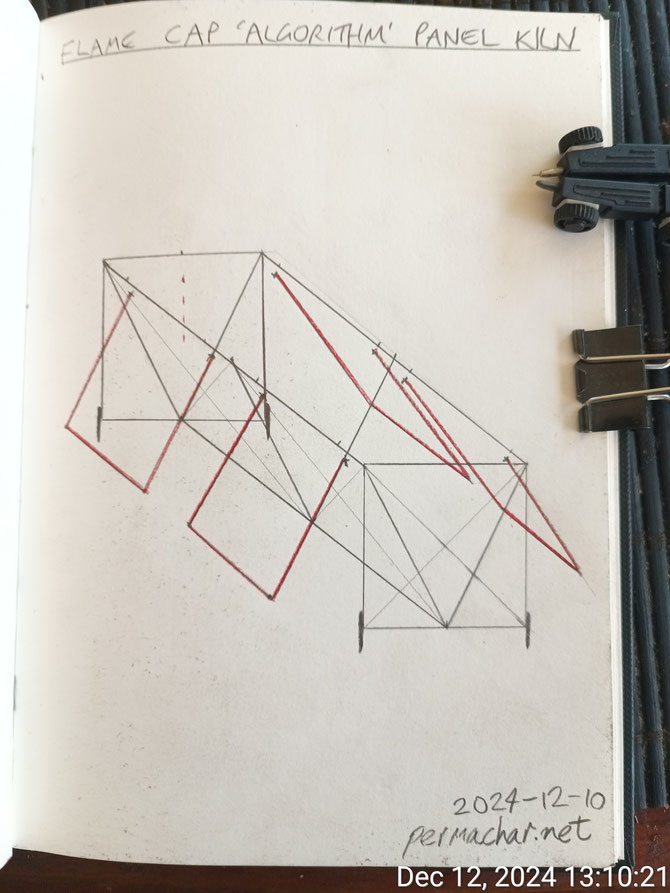
- Modular/Expandable
- Volume for 'standard' unit is 1317 litres (2 ends, 2 pairs of 'V panels', maximum capacity with no truncation) then add 659L volume per additional pairs of 'V panels'
- could add truncation to increase overall volume too but not as stable as 'U leg system' at 60 degree position
- kiln length also determined by the length of the biomass feedstock and amount available eg.bamboo, hemp straw, kelp, vine wood etc.
- Weight: 35kg/sheet, so, just under 17.5kg per panel + weight of 'X reinforcement ' + weight of 'U leg' (for 'V panels')
- weight should be OK for Oz 'Workplace, Health & Safety' (WHS) as there are now no upper weight limits. Heavy but should be manageable by one person carrying panels using the handles over short distances.
- Panels will fit on a standard 1165x1165 Oz pallet - perfect for shipping logistics
Biomass preparation
Eg.pulled up old vines on a vineyard block
- vine wood arranged in windrows
- kiln assembled in between windrows
Assembly
- Drop the first end panel in
- Folds pointed away from the V panels/fuel chamber footprint
- pound the top of the end to drive the prongs in (with a 'club hammer')
- assemble the sides/pairs of 'V panels'
- add pairs of 'V panels' using 'U leg' system for support at 60 degrees
- 2 steel 'C clamps' per outward facing and sloping adjacent 'V panel' folds for additional stability
- drop in and pound the second/last end panel in, folds facing outwards
Operation
- fill the kiln half full with thin biomass waste
- light at the top (using firelighter gel if you can get it)
- create a bed of coals
- add the first layer
- wait until top ashes a little
- add next layer and repeat until the kiln is full up to the top edge
- flame almost goes completely out
- quench
- add a thick layer eg. 150mm of soil (from prepared nearby swales) to quench the top layer of the biochar and wait until there is no flame
-clear a 3 metre area on one side of the kiln then carefully remove the 'V panels' on the same side
- for each 'V panel', grab the top handle (wearing a welders glove) then stand behind the 'U leg' (a 575mm reach) and slowly drag the panel
backwards/away from the biochar until the panel is clear from the falling biochar mix then put the panel aside (need to test)
- rake out the biochar and soil top layer with a steel rake
- use water, urine, more soil, manure etc. to completely quench the biochar
- Once the biochar mix has has cooled down after quenching, Permafert can be made, engineered for each crop going into the swales, by adding/spraying on different product/DIY
combinations for inoculation eg. liquid sea kelp, microbes, molasses and fungal spores...
- The Permafert can then be added to nearby swales to fill them up to the ground level, with round clay berms on either side
DONE
NOTE: in the swale scenario above, the biochar is unmilled. This should be OK for many but not all plants. For eg., fruit trees such as figs (which are growing well with unmilled biochar) and Agave (my Agave attenuata grow great in unmilled biochar) should be OK, but possibly not for perennial herbs (which are growing great in milled biochar in Permafert in my herb garden) and vegetables (some, but not all I've tried to grow, grow well using milled biochar in Permafert), legumes and grains (more research). I would speculate that the root system characteristics of every cultivated plant eg. structure and size of feeders, and how they normally interact with soil has a lot to do with the ideal combination of biochar piece sizes, which also affects soil/Permafert porosity and drainage. There is a crossover here between botanical, ag/hort and biochar research.
Biochar is EXPERIMENTAL!
'U leg system'
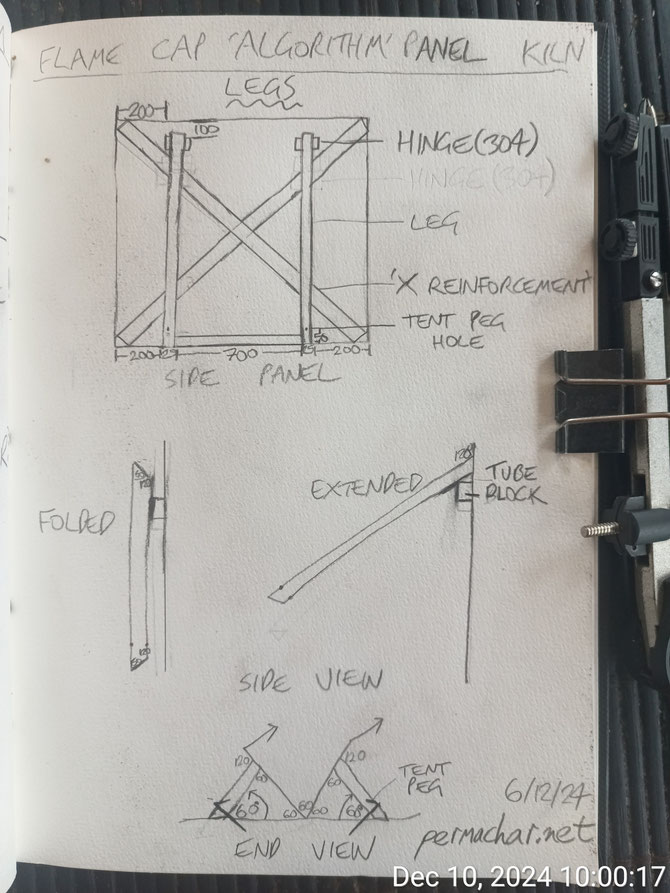
- add a 'U leg system' to each side panel
- each vertical leg top anchored at 200mm in from the lateral edges and 100mm from the top
- 304 door hinges
- needs a tough weld eg. Stick welding as it would be partly load bearing on leg/hinge
- attached to galv square tube 'blocks', same tube as legs and 'X reinforcement'
- for legs, same galv square tube used for blocks and 'X reinforcement'
- 1050 length
- 60 degree cut at top end of leg for leg/panel interface and load bearing through the entire leg
- 60 degree cut at bottom of leg
- 8mm hole drilled 50mm in from end of leg (through 2 opposite tube sides) for tent peg anchoring
- 700 bottom square tube cross piece connecting both legs at the base for stability which makes a 'U' shape. Sits flat when U is
extended
- default position for storage or transport will fold parallel to and sit against the panel outer surface
- pros
- soft ground (tent pegs) or hard ground (no tent pegs) kiln operation
- no pounding of star pickets needed
- more stable than vertical star pickets
- easier for 1 person assembly compared to star pickets or no weld Galv legs (possibly wedged under the top folds at 60
degs)
- cons
- if truncation needed could use vertical star pickets without using U legs (which are designed for 60 degree load bearing), or
if truncation is used in every burn then don't need U legs

Standards and licenses
Standard outer dimensions of the panels, sides and ends, are practical since standard sized sheet metal sheets are readily available and should work exceptionally well with the standard Ozzie (or larger) pallet for logistics. It will also standardise easy volume calculations, whether it be manual or AI. Every other aspect of the Algorithm is open to design interpretation, testing and development eg. steel, panel bracing, handles and legs/supports.
Basically, a decentralised manufacturing Industry 4.0 concept - except, it would be artisanal manufacturing (as opposed to 3D printing) around the world (local jobs, low logistics C footprint) with initially a non-commercial Creative Commons license used until an 'appropriate' (eg. cutting, folding & welding) and 'standard' (eg. outer panel dimensions and 'Object detection' reference points) kiln design is engineered that can be built in most places, is steel agnostic, and can be integrated with a CRM platform. If we get that far, then the license will be reviewed, possibly using a commercial Creative Commons license for the kiln.
Logistics
The Algorithm can be moved between the fabricator and destination on pallets using existing logistics infrastructure in Oz probably in most cases. The top 'bolt on' handle can be removed from all of the panels, with side panels laid horizontal and vertically stacked ends (prongs facing upwards) in order to fit within a standard pallet (1165 x 1165) footprint for shipping.
At point of collection/destination for shipping, after the panels are removed from the pallet(s), the handles can be 'bolted on' to the panels for work.
The Algorithm can be horizontally stacked for lower numbers of panels or vertically stacked for larger numbers of panels in a vehicle tray eg. Ute or small truck or trailer attached to average
powered passenger vehicles.
The Algorithm can be transported to a field and between fields with ideally a ute and around a field with a ute, tractor and trailer or quad bike and trailer (for a standard unit), depending on
the ground condition and what's available.
The top handles can be used to move each panel between the vehicle and kiln assembly site. The panels can be easily placed in position for assembly of the kiln in field.
For eg. for a standard Oz single cab ute, 21 pairs of 'V panels' (with U legs) plus ends, maximum for one trip
-This amounts to 13, 829.316L at max biochar height with no truncation
For eg2. for a standard Oz dual cab ute, 15 pairs of 'V panels' (with U legs) plus ends, maximum for one trip
-This amounts to 9,878.083L at max biochar height with no truncation
For a price of 100 Euros per tonne of CO2e removed (currently being debated, which may go up) and using my program at the end of this page, as of 12/1/25, that would amount to AUD$1223.44 per burn for a maxed out/full single cab ute and AUD$873.89 per burn for a maxed out/full dual cab ute.
There would be 750mm between the edge of the vertically stacked panels and edge of tray for both a single cab and dual cab ute to store tools, fuel and whatever else is needed that can fit in the gap.
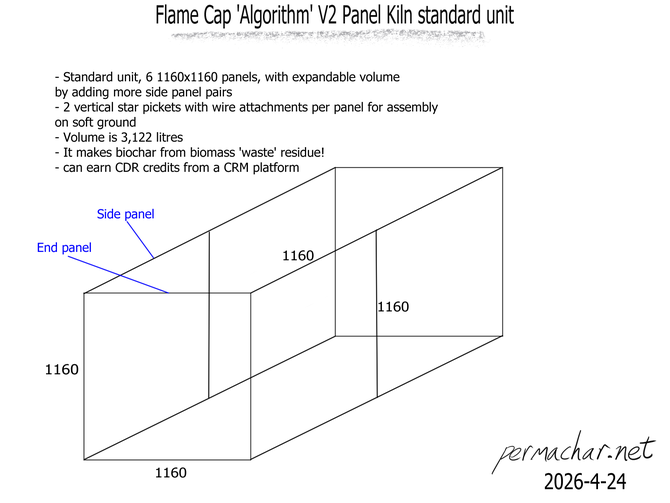
Flame Cap 'Algorithm' V2 Panel Kiln
Tech specs
- 50x50X4mm 304 welded mesh panel, standard sheet (1200 x 2400)
- ~AUD$253
- 10.9kg
- ?cheaper and better than 'X reinforcement' with a box fold
- 1.6mm HW350 Cor-Ten standard sheet (1210 x 2440)
- stronger, lighter and doesn't rot compared to 2mm mild steel
- approximately 36kg (~35kg after cutting)
- $170-190
- sheet and mesh panel guillotined into
- 1160 (height) x813 (width) side panels (3 cuts: 1 long, 2 short)
- top wastage: 50mm
- 1160 x 1160 end panels (3 cuts: 1 long, 2 short)
- top wastage: 50mm and side wastage: 120mm
- MIG welded eg. Around edge contact points and centre square (concentric squares)
- vertical star pickets hooked onto outer mesh on side and end panels for soft ground
- 'U legs' on side panels for hard ground/hard and soft ground
- adaptable to all ground terrains
- easier assembly
- more stable
- BUT
- more cost
- more weight compared to star pickets
- weight per panel?
- side panel
- soft ground
- 35/3+10.9/3=15.3kg
- Hard ground
- 15.3kg plus weight of 'U legs' on side panels
- fits on a standard Oz pallet
- end panel
- 35/2+10.9/2~22.45kg
- fits on a standard Oz pallet
- basic unit
- eg. 813 x 4=3252 (length), 1060 (width/ends), 10 panels total (8+2), to form a rectangular box, 1060 x 1060 x 3252 (3654 litres)
- for hard ground: reduction in volume due to side panel truncation (using 'U legs'), up to 'V formation'
- minimal feedstock processing eg. bamboo
Assembly
- needs perfect assembly to avoid air gaps between the panels
- soft ground
- end and side panels, mesh hooked onto vertical star pickets (2 points of contact) for a rectangular box configuration
- end panel: 2 star pickets
- side panel: ?1 star picket
- star picket/panel attachment
- Hooks attached to star pickets
- a triangular bracket with 2 hooks that clamps the star picket onto the panel mesh via a 'drop in' motion
- 2 per star picket. 'Lift up' and 'Pull out' to remove
- could be 2D laser cut and folded to 60degs at the middle
- hard ground
- side panels slightly truncated (up to a 'V formation') with 'U leg' support
- 2 besser block support (2) per end panel
- no bottom panels
- could add 5cm of Biochar above the earth for insulation and heat absorption
- mesh on the outer surface, facing outwards (protects the welds and hooks onto the star pickets)
Adaptations
- hot rolled steel 2mm, standard sheet (size will vary between suppliers but ~1200 x 2400)
- 50 X 50x4mm galvanized steel mesh (cheaper but less durable than 304, tricky to weld)/mild steel mesh (even cheaper, even less durable than galv but easier to weld than galv)
- grinding/plasma cutting of sheet and mesh
- stick/Shielded Metal Arc Welding (SMAW) of mesh to sheet
- wire hook attachment system for star pickets/mesh
- could be ~1200x1200 panels (2 off a standard sheet) for both kiln ends and sides, with no wastage, if pallets+forklift are not needed for logistics (or possibly a 1200 x 1200 pallet) and there
are two people to move the panels and assemble the kiln

How about this one? I guess I just built a monetised 'Algorithm' terminal for just about any biomass 'waste' residue. A custom build volume with different geometric configurations (long, U, T, +) is possible. A bit on the exxy side (depending on your financial position) but will probably do the job for Oz logistics and the Charista, with an appropriate dMRV protocol, could earn excellent financial remuneration from 'The Cloud'. The farmer/Charista/customer gets the biochar. The Earth's climate system heating slows down, or even reverses with enough incentives (National Pyrolysis Strategy for a 'Zero waste' circular bioeconomy) and disincentives (reasonable fossil fuel royalty taxation eg.25% on fossil exports, on the journey to 'Phase out' fossil and transition to and fund the circular bioeconomy and Hempcharcrete ecovillages built by homeless people for homeless people). Hard work is needed from policymakers, politicians, fabricators, IT nerds (CRM platforms with 'Vaulted' data infrastructure), Corporate ESG positions for CDR credit purchases and Charistas at the 'Char face'. The mining and steel making industries are at the backend. If the idea sets in, more welding trainers will be needed too.
This design is currently under development.
We don't need no poverty
We take from 'The Cloud'
And give to the 'Charista'
All and all
It's just another Hempcharcrete block
In the ecovillage wall
But - how many walls do we need to build to fight homelessness?
We're so wealthy with natural resources yet why are many of us so poor?
If 'Common Wealth' is extracted with low or zero export royalty payments what can we expect?
Can the plant industry, including biotech such as biochar, help support the Country?
What can be achieved with economic plant species such as industrial hemp, bamboo, microalgae, macroalgae and diatoms?
Don't forget those cyanobacteria too - the building blocks for algae!
Building idea
Pyrolysed hemp (straw) waste, in the 'Algorithm' V2 or V3 (below) producing biochar (after hemp hurd extraction from the ihemp plant), collecting CDR credit purchases from the HCS/other CRM platform, and hemp hurd, lime (CaCO3, potentially from microalgae, with microalgae waste used for even more biochar) and water could be used to fabricate a potentially Carbon neutral/negative and financially cheaper/neutral/negative Hempcharcrete block.
Here's a regen hemp ag protocol already ready for action: https://hempcarbonstandard.org/regen-ag-solutions/
Any feedback on the 'Contact' page form welcome!
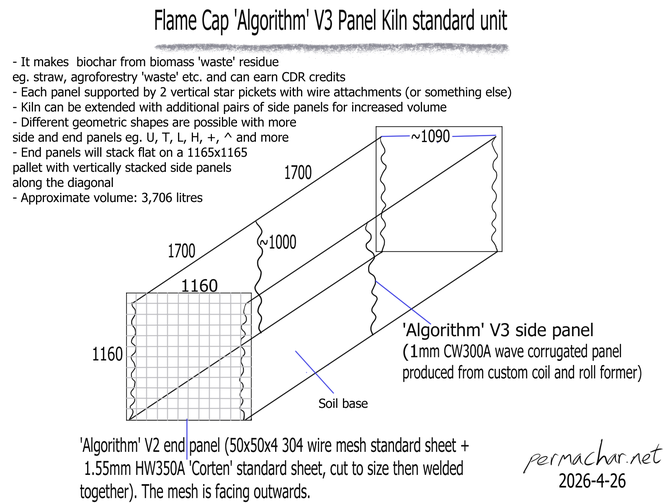
Flame Cap 'Algorithm' V3 Panel Kiln
This beauty is a trade-off between logistics and manufacturing of the 'Algorithm' and 'Corrugated Box' using corrugated sheets. Bluescope 'Redcor' CW300A 'Cold rolled' steel (with minimum yield strength 300 MPa), 1.0mm thick, in a coil, could be fed into a 'standing seam roll-former' to produce steel corrugated sheets. This also uses 'weathering steel' that forms a patina on the outside if left to the elements and doesn't rot. It does this with a high Phosphorus content. The steel is used mainly for architectural cladding. This would tick the WHS box (which Zn Alume, in my opinion, doesn't). It could also scale much more quickly than manufacturing the Flame Cap 'Algorithm' V2 Panel Kiln panels (although, these panels can be used for the ends to seal the box/prism) and probably be cheaper than mesh and panel for the side panels BUT may have to order larger quantities at a time compared to standard sheets of HW350 for V2!
Logistics and Tech Specs
The following logistics numbers and descriptions are from perplexity.ai so may be inaccurate and need to be confirmed but gives you an idea if you're new to the game...the kiln calculations are my own!
- standard panel dimension eg. 1200 wide (~standard width of coil, varies between 1155mm–1250mm)(minus width decrease due to wave corrugation so, ~1m) x 1700 long (custom length on the roll
former)
- max standard pallet stacking height is 2m (which may vary, according to load stability, weight distribution, pallet condition, and material handling equipment capabilities and
transport company) including pallet height
- CHEP/Blue, 144-150 high
- Loscam/Red, 150 high
- stacked and nested vertically (~1.7m, with buffer of 150mm, which may be needed in some scenarios) and diagonally across a standard pallet
- diagonal length of a standard Oz pallet (1165 x 1165) =1648 (enough to stack 6 panels for a 1.2m x ~1m x 3.4m standard unit - or more panels for larger kilns and jobs, which could
be customised to order)
- At the shipping destination, 2 ends could be grinded off two 1.7m side panels eg. 1.2m width (works well for the Kon-Tiki 'Essential') with 0.5m wastage and ~1m height, same
height as the side panels but will have air gap leakage problems. To solve this:
- could use the 1160x1160 'Algorithm' V2 panels for the ends (2 panels for a standard unit or longer, possibly more for different geometric configurations), to seal up air gaps between the corrugated panel edge (at the side extents) and the ends (see 'ADAPTATIONS' below)
- local customers could collect the panels from the manufacturer eg. Ute, Car and trailer (4x6 and larger), small trucks etc.
- side panel weight (calculated off flat sheet): 1.2x1.7x7.85kg/m2 (an approximation based on mild steel)=16kg
- end panel weight (calculated off flat sheet, after grinding): 1.2x1.2x7.85=11.3kg
- standard 'Algorithm' V3 unit (before end grinding)
- weight = 6 (panels) x 16kg = 96kg PLUS
- CHEP pallet weight: 38.5kg
- Loscam pallet weight: 34kg
- no worries about the 'Safe working load (SWL)' which is 2000kg for 'Dynamic load' and 'Racking load'
- volume of unit = 1.2 x ~1 x (2x1.7) = ~4.08m3 = ~4,080 litres
- needs to be modelled with wave corrugation profile
ADAPTATIONS
ASSEMBLY OF THE KILN
-
Assembly
- Position the first end panel in
- Mesh facing away from the fuel chamber
- supported by 2 star pickets adjacent to mesh
- assemble the sides
- add pairs of side panels
- support side panels with 2 star pickets each
- position the second/last end panel in, mesh facing away from the fuel chamber
- supported by 2 star pickets adjacent to mesh
- all side panels
- side panels are permanently rigid with 2 slotted angles (900) wired in perpendicular to the corrugation/length
- the side panels are positioned vertically
- the side panels could slightly overlap on the edges eg.100mm (apart from the end edges) for better air sealing
- if the side panels are at an angle, the Biochar will weigh it down so would need stronger support
- side panel bracing (back side)
- vertical star pickets (SP), 2 per side panel, 2 SP contact points against side panel
- 2 adjacent horizontal screws (with large heads), 6cm apart, on a trough corrugation, at 1/3 and 2/3 down the panel, so, 2 attachments per star picket, 4 per panel
- pass malleable wire behind the SP above 2 screws, one wire turn on each screw, then tie off/twist at front of SP
- end panel bracing
- the end panels are positioned vertically
- 2 SP per end panel, with 2 SP contact points against side panel
- a triangular bracket with 2 hooks that clamps the star picket onto the panel mesh via a 'drop in' motion
-
- 2 per star picket
- 'Lift up' and 'pull out' to remove
- could be 2D laser cut and folded to 60degs at the middle
- side panel bracing (front side)
- the biochar is removed from the front side
- WHS alert: The Charista needs to be able to remove the side panels without biochar falling on him/her/?
- for the 'Standard Unit' (6 panels): 3 star pickets at angle eg.45 degrees (wedged into a trough corrugation 100mm down from the top) supported by (3) besser blocks at the far end of
the SP/ground level
- 2 SP, 50cm in from end edges
- 1 at the centre of the overlap (which is geometric for longer kilns/more pairs of side panels)
- no bottom panels
- could add 5cm of Biochar above the earth for insulation and heat absorption
Kiln emptying
- pull each besser block/SP end away from the front side, one at a time and the panels will tip over away from the kiln
- drag the panels away from the kiln and put aside
- rake out Biochar
- additional water quenching as needed with pH adjustment, if needed, using a spraypack (I normally use diluted Phosphoric acid)
R&D cluster
My next job is to secure 'pre-seed' funding. I could get 20 side panels produced (20x1.7=34m of coil) and 10 V2 panels made. I get one kiln and 4 other Charistas (in Oz) get a cost price 'Standard Unit' and we build an R&D cluster. Ideally, the cluster would span 5 different feedstock types/scenarios. I'm not against involving Charistas from overseas but you would need access to 1mm Corten on a coil and a roll former prepared to do a custom job plus end panel fabrication.
Use cases
1) Plenty of kiln volume to get you started in a 'Standard Unit' eg. clearing up a bush block for bushfire preparation and conservation work using small Zai pits with biochar for tree planting and possibly building swales and Zai pits with biochar for food and medicine production
2) Windrows of vine wood, after drying, light at the top. After a burn, if using a water quench, a big magnet could be used to remove the wire (which grows into the vine wood) from the biochar.
3) Windrows of agricultural straw eg. wheat, rice, sorghum etc.
The biochar can be left in the field or transported to where it needs to go. Options for CDR credits too using the Planboo or Carboneers dMRV system and app. Biochar not used or stockpiled for future emergencies can be bartered. Or, very arguably, it already is a 'Climate emergency' that needs to be managed largely but not entirely but very quickly with Carbon removal which is enabled with MANY untapped biomass waste streams around the world.
Example of kiln operation for on field straw
- harvest the straw and place in windrows on the field (no additional processing needed)
- assemble the panel kiln around one windrow
- light the fire from the top
- once hot coals have established at the base add straw from adjacent windrows on either side of the kiln for the first layer...
- once the top of the straw layer starts to ash, add the next layer
- repeat until Biochar is up to the top of the kiln
- water quench (for bags)/soil quench the Biochar
- remove the panels
- spread out the Biochar
- add cow urine, EM (and manure if not using biochar bags for a dMRV) over the top of the Biochar then turn over the Biochar to mix it in
- spread out over the local field eg. With rakes, or bag up (if using a water quench with no manure) for transporting the Biochar to other fields/farms with the option of selling CDR credits to a
CRM platform for additional income
Other kiln shapes for different feedstock configurations
A combination of corrugated side panels and mesh/sheet end panels can be used for a customised geometric shape.
In the case of a round pile, potentially a 'U' shaped 'keyhole' (often used in permaculture gardens) could be built around it for more efficient ergonomics, using the same vertical box structure as the long version but using three long boxes with the end panels used for two 90 degree elbows on the 'U' shape.
Another possibility is a + plus configuration, for 4 piles clustered in each quadrant, for four Charistas operating at the same time (more social than windrows), also using the standard panel and modded as needed.
Other geometries could include a T, L, ^, H and more!
Conclusions
When I first learnt about biochar in 2009 in the Northern Rivers, I got my biomass waste stream detector on. It's addictive and there are more of what I call 'Appropriate Carbon Removal Technologies' (ACRT) available now,
including V3 which is one more of them to add to the mix but although I believe this has more scaling potential than V2, it may not be appropriate in many situations where shipping can't reach, roll formers and coil can't be found, or upfront cost becomes a major barrier (which could be addressed with a CDR credit loan). V2 DIY or many 1.2m diameter cone Kon-Tiki biochar kilns (though probably more expensive per litre of kiln volume compared to V2 or V3) could be a better option in some use cases. Some may even prefer a 'Ring of fire' tube kiln eg. on sloping hard or soft ground, which have now gone to mass production in the US for domestic use and world exports. V3 is built from the ground up with logistics and fast manufacturing (with Australian steel) in mind however I don't want to build a 'cargo cult' for this model. The more decentralised the manufacturing the better the outcome (similar to Industry 4.0) and will decrease the Carbon footprint of moving the kilns around, achieve faster and deeper deployment and spread the manufacturing wealth too. I believe there is room for everyone on the market who wants to 'run a horse' because the demand is exponentially increasing right now and for the foreseeable future also with an urgency of the 'Climate emergency' where barriers to biochar kiln production need to be overcome.
Biochar is an interesting space to watch and there's a lot of good stuff on LinkedIn.
Here's also a link to a blog about flame cap panel kilns on this site:
https://www.permachar.net/2024/08/01/panel-kilns-the-future-of-low-cost-high-volume-medium-scale-biochar-production/
Anyone interested please get in touch on the 'Contact' page...

PROGRAM FOR DETERMINING BURN PAYMENT ON AN INTEGRATED CRM PLATFORM FOR THE FLAME CAP 'ALGORITHM' V1 PANEL KILN
This is a long hand program I wrote - needs to be coded in Python but it gives you an idea of what's possible. Any feedback is welcome on the 'Contact' page:
- Volume of biochar
- pairs_of_V_panels = ?
- question asked to Charista and confirmed with long shot photo of kiln
- length_of_kiln = pairs_of_V_panels x 1150
- Volume of an equilateral triangular prism = area of base triangle × length of the prism
- for a full kiln with biochar up to the top
- triangle_side_length_a = 1150
- triangle_height_a = 995.929
- also described as sqrt3/2 x a
- Volume_of_a_triangular_prism_a = 1/2(triangle_side_length_a x triangle_height_a) x length_of_kiln
- this needs to be converted into litres:
- Divide by 1x10^6
- for a not full kiln with biochar below the top, the triangle side length needs to be determined, which will still be an equilateral triangle. Here I need an equation...
- height_of_biochar_b = ?
- determined from measuring strip from long shot of kiln
- triangle_side_length_b = height_of_biochar_b/(Sin x 60)
- Volume_of_a_triangular_prism_b = 1/2(triangle_side_length_b x height_of_biochar_b) x length_of_kiln
- this needs to be converted into litres:
- Divide by 1x10^6
- Volume_of_biochar = Volume_of_a_triangular_prism_b
- CO2 in tonnes removed by a burn
- mass_yield = 0.17
- Carbon_fraction = 0.85
- CO2e = 3.67
- CO2e_in_tonnes_removed_by_a_burn = (Volume_of_biochar x mass_yield x Carbon_fraction x CO2e) /1000
- AUD earned from 1 burn
- current_cost_of_1_tonne_of_CO2e_removed = ?
- need to reference an online cost per tonne in a function
- current_exchange_rate_for_AUD = ?
- need to reference an online exchange rate in a function
- AUD_earned_from_1_burn = current_cost_of_1_tonne_of_CO2e_removed x current_exchange_rate_for_AUD x CO2e_in_tonnes_removed_by_a_burn
- Results
print("CO2e in tonnes removed by a burn")
print(CO2e_in_tonnes_removed_by_a_burn)
print("AUD earned from 1 burn")
print(AUD_ earned_from_1_burn)
UPDATES
-potentially the 'CharLife' (see 'CharLife') page, if built and operational, could be used to calculate a 'Stability Factor', Sf, (not included in the above program) which indicates how durable/permanent the biochar removal is.
Core CO2 equation:
tCO2e gross= V x p x Cf x Sf x 44/12
where [V] is biochar volume in m³, [\rho] is dry bulk density in t/m³, [C_f] is the dry-mass carbon fraction, and [S_f] is the fraction of that carbon counted as stable or permanent aka
'Stability factor'
If your density is in kg/m³ instead of t/m³, divide by 1000 once:
tCO2e=V x p kg/m3 x Cf x Sf x 44/12 ÷ 1000
- volume of the biochar after a burn can be calculated from a photo of the kiln
- dry bulk density varies with the feedstock (tables available)
- carbon fraction relates to kiln model, and possibly MC of feedstock
- 'stability factor' varies with Pyrolysis HTT and feedstock
- Could be interchangeable with IB terminology eg.Ro>2%
- could be measured with the CharLife
PROGRAM FOR DETERMINING BURN PAYMENT ON AN INTEGRATED CRM PLATFORM FOR THE FLAME CAP 'ALGORITHM' V3 PANEL KILN
- Volume of biochar
- pairs_of_panels = ?
- question asked to Charista and confirmed with side shot photo of kiln for a long configuration, counting 2 star pickets per side panel on the front side, which is equivalent to a side panel pair (which actually has 4 star pickets)
- length_of_kiln = pairs_of_panels (p) x 1700 - number of overlaps per side. Each overlap is 100mm wide, using 100mm from each adjacent panel. So, the following equation can be used: (1700p-200(p-1))
- pairs_of_panels = ?
- Volume of a rectangular prism = area of end square × length of the prism
- for a full kiln with biochar up to the top
- square width = 1090
- square height = 1000 (needs to be determined after manufacturing side panels)
- Volume_of_a_rectangular_prism = square_width x square_height x length_of_kiln
- this needs to be converted into litres:
- Divide by 1x10^6
- for a not full kiln with biochar below the top, the square side height needs to be determined. Here I need an equation...
- height_of_biochar_b = ?
- determined from a measuring strip on inside of end panel from long shot of kiln (for a long kiln configuration)
- square_side_height_b = height_of_biochar_b
- Volume_of_a_rectangular_prism_b = square_side_width x height_of_biochar_b x length_of_kiln
- this needs to be converted into litres:
- Divide by 1x10^6
- Volume_of_biochar = Volume_of_a_rectangular_prism_b
- height_of_biochar_b = ?
- CO2 in tonnes removed by a burn
- mass_yield = 0.17 (also known as 'dry bulk density', which will need to be determined for each feedstock)
- Carbon_fraction = 0.85
- Stability_factor=? (determined by the 'CharLife')
- CO2e = 3.67
- CO2e_in_tonnes_removed_by_a_burn = (Volume_of_biochar x mass_yield x Carbon_fraction x Stability_factor x CO2e) /1000
- AUD earned from 1 burn
- current_cost_of_1_tonne_of_CO2e_removed = ?
- need to reference an online cost per tonne in a function
- current_exchange_rate_for_AUD = 166.82
- need to reference an online exchange rate in a function
- AUD_earned_from_1_burn = current_cost_of_1_tonne_of_CO2e_removed x current_exchange_rate_for_AUD x CO2e_in_tonnes_removed_by_a_burn
- current_cost_of_1_tonne_of_CO2e_removed = ?
- Results
print("CO2e in tonnes removed by a burn")
print(CO2ein_tonnes_removed_by_a_burn)
print("AUD earned from 1 burn")
print(AUD earned_from_1_burn)